ਹੌਟ-ਡਿਪ ਗੈਲਵੇਨਾਈਜ਼ਡ ਕੋਇਲ ਨਹੁੰ ਚੰਗੀ ਤਰ੍ਹਾਂ ਵਿਕਦੇ ਹਨ
ਪਿਛਲੀ ਬੁਰਸ਼ ਪ੍ਰਕਿਰਿਆ ਨੇ ਇੱਕ ਆਮ ਠੰਡੇ ਪੁੱਲ-ਅੱਪ ਪ੍ਰਕਿਰਿਆ ਨੂੰ ਅਪਣਾਇਆ।ਰੇਸ਼ਮ ਦੇ ਮੇਖਾਂ ਨੂੰ ਬਾਹਰ ਕੱਢਣ ਤੋਂ ਬਾਅਦ, ਲੱਕੜ ਦੇ ਚਿਪਸ ਦੁਆਰਾ ਪਾਲਿਸ਼ ਕਰਨਾ ਜ਼ਰੂਰੀ ਸੀ.ਲੱਕੜ ਦੇ ਚਿਪਸ ਦੀ ਵਰਤੋਂ ਕਾਰਨ ਇਹ ਹਵਾ ਵਿੱਚ ਡਿੱਗ ਗਿਆ, ਜਿਸ ਕਾਰਨ ਹਵਾ ਦੇ ਕਣ ਗੰਭੀਰ ਪ੍ਰਦੂਸ਼ਣ ਵਿੱਚ ਹਨ।ਪੇਂਟ ਦੇ ਪੇਂਟ ਨੂੰ ਸੁੱਕਣ ਲਈ ਹਵਾ ਵਿੱਚ ਅੱਧੇ ਘੰਟੇ ਤੋਂ ਵੱਧ ਉਡੀਕ ਕਰਨੀ ਚਾਹੀਦੀ ਹੈ.ਹਾਲਾਂਕਿ ਇਹ ਸੋਖਣ ਲਈ ਸਰਗਰਮ ਕਾਰਬਨ ਨੂੰ ਅਲੱਗ ਕਰਦਾ ਹੈ ਅਤੇ ਵਰਤਦਾ ਹੈ, ਇਹ ਅਜੇ ਵੀ ਇੱਕ ਖਾਸ ਪਰੇਸ਼ਾਨ ਕਰਨ ਵਾਲੀ ਗੰਧ ਦਾ ਕਾਰਨ ਬਣੇਗਾ, ਜੋ ਸਟਾਫ ਦੀ ਸਿਹਤ ਲਈ ਅਨੁਕੂਲ ਨਹੀਂ ਹੈ।

ਕਾਢ ਦਾ ਉਦੇਸ਼ ਮੌਜੂਦਾ ਤਕਨਾਲੋਜੀ ਦੀ ਘਾਟ ਨੂੰ ਦੂਰ ਕਰਨਾ ਹੈ, ਸਧਾਰਨ ਕਾਰੀਗਰੀ, ਉੱਚ ਉਤਪਾਦਨ ਕੁਸ਼ਲਤਾ, ਚੰਗੀ ਉਤਪਾਦ ਦੀ ਗੁਣਵੱਤਾ, ਅਤੇ ਛੋਟੇ ਵਾਤਾਵਰਨ ਪ੍ਰਦੂਸ਼ਣ ਦੇ ਨਾਲ ਇੱਕ ਉਤਪਾਦਨ ਪ੍ਰਕਿਰਿਆ ਪ੍ਰਦਾਨ ਕਰਨਾ.ਉਪਰੋਕਤ ਤਕਨੀਕੀ ਸਮੱਸਿਆਵਾਂ ਨੂੰ ਹੱਲ ਕਰਨ ਲਈ, ਮੌਜੂਦਾ ਕਾਢ ਵਿੱਚ ਵਰਣਿਤ ਇੱਕ ਰੋਲਿੰਗ ਨਹੁੰ ਦੀ ਉਤਪਾਦਨ ਪ੍ਰਕਿਰਿਆ ਵਿੱਚ ਕਦਮ ਸ਼ਾਮਲ ਹਨ
(ਏ) ਨਹੁੰਆਂ ਲਈ ਲੋੜੀਂਦੀ ਧਾਤੂ ਸਮੱਗਰੀ ਤਿਆਰ ਕਰੋ।
(ਬੀ) ਧਾਤ ਦੀ ਸਮੱਗਰੀ ਦੀ ਸਤ੍ਹਾ ਨੂੰ ਸਾਫ਼ ਕਰਨ ਲਈ ਆਕਸੀਡੇਟਿਵ ਚਮੜੀ ਨੂੰ ਹਟਾਓ, ਅਤੇ ਸਫਾਈ ਕਰਨ ਵਾਲੇ ਸਟੀਲ ਨੂੰ ਠੰਢਾ ਕਰਨ ਲਈ ਲੁਬਰੀਕੈਂਟ ਦੀ ਵਰਤੋਂ ਕਰੋਖਿੱਚੋ;ਇਹ ਨਕਲੀ ਨੁਕਸਾਨ ਨੂੰ ਘਟਾ ਸਕਦਾ ਹੈ ਅਤੇ ਵਾਤਾਵਰਣ ਪ੍ਰਦੂਸ਼ਣ ਨੂੰ ਘਟਾ ਸਕਦਾ ਹੈ।ਉਦਯੋਗਿਕ ਉਤਪਾਦਨ ਲਈ ਅਨੁਕੂਲ.
ਕੋਣ: 15 ਡਿਗਰੀ ਫਲੈਟ ਜਾਂ 16 ਡਿਗਰੀ ਕੋਨਿਕਲ, 11 ਡਿਗਰੀ, 0 ਡਿਗਰੀ।
ਵਿਆਸ: 0.083" 0.092" 0.099" 0.113" 0.120" 0.131" 0.148"
ਲੰਬਾਈ: 25mm-130mm.
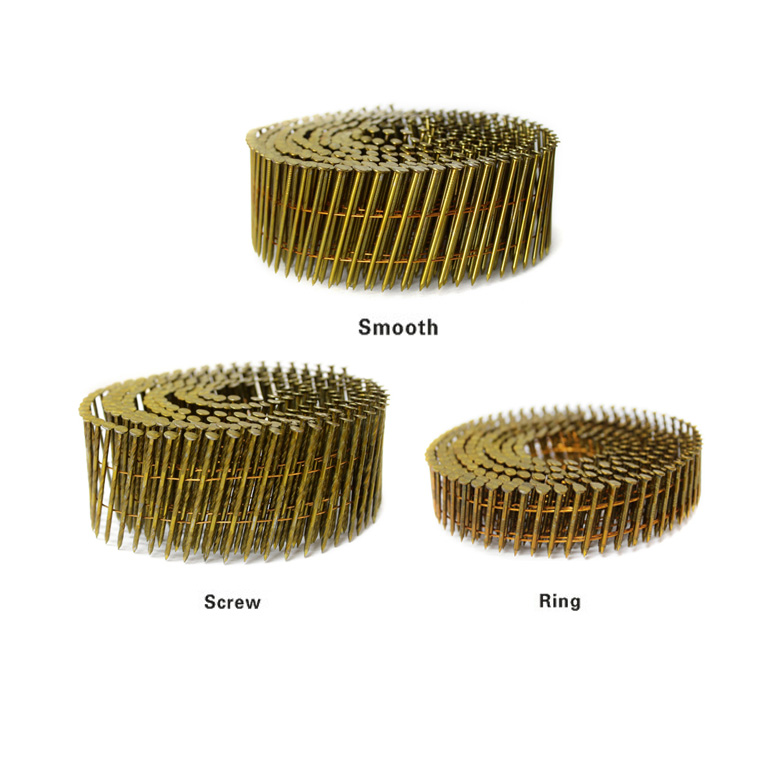
ਸ਼ੰਕਸ: ਨਿਰਵਿਘਨ, ਰਿੰਗ, ਪੇਚ.
ਬਿੰਦੂ: ਹੀਰਾ, ਛੀਨੀ, ਧੁੰਦਲਾ।
ਸਮਾਪਤ: ਚਮਕਦਾਰ, ਈ. ਗਾਲਵ.ਐਮ.ਗਲਵ.ਐਚਡੀ ਗਾਲਵ.304 316 ਸਟੀਲ.